Plasma associated welding methods are very popular to create deep narrow welds on metals which are difficult with traditional routes. Recombination of laser and arc plasma welding methods called hybrid welding has shown improve process stability and gap adaptability in the alloy by combining the advantages of laser and arc. The analysis of plasma arc characteristics in the welding process is a meaningful way to ensure welding quality and improve welding technology. This paper summarizes one such study using a Langmuir probe (manufactured by Impedans Ltd. Ireland) which provide the information on plasma parameters.
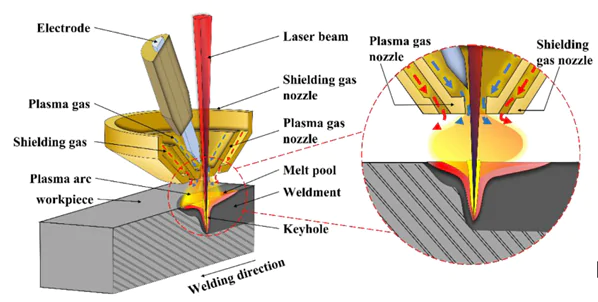
The schematic diagram of this novel welding method is shown in Fig. 1. The laser beam is vertical to the workpiece, and the tungsten electrode is arranged at a certain angle in serial order in front of the laser beam along the welding direction. A plasma nozzle with a diameter of 2.5 mm for plasma gas and a larger shielding gas nozzle with a diameter of 24 mm are set. Ti-6Al-4V (TC4) alloy was chosen as the based material with the dimensions of 100 mm × 100 mm × 3 mm, and bead-on-plate welding was carried out by the developed welding system.
An Impedans (ALP-150) Langmuir double probe with a data acquisition resolution of 4.5 mV and 4.5nA was used to measure the basic properties of plasma. The schematic is shown in Fig. 2. The Langmuir probe was used in Double probe mode. Data of electrical signal changes in the welding process are obtained through the probe tips. The working gas was argon and the working pressure was fixed at 1 MPa. During the test, the probe is stationary, and the probe center is 4 mm from the nozzle, which is the same distance from the nozzle to the plate during the welding process. When the tip of the probe is located right below the center of the nozzle, which is also considered as the center of the arc, the data acquisition begin. After staying for 1 s, arc off and the data acquisition end. The physical information of the plasma, for example, the electron temperature and density of plasma, was calculated under different welding modes say arc welding and hybrid welding and for different laser powers.
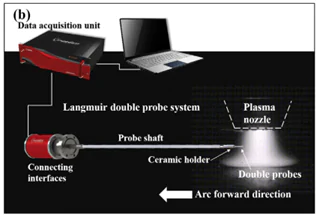
Figure 2 Langmuir Probe inside the plasma arc making measurements of plasma parameters.
The I-V curves under plasma welding and hybrid welding are shown in Fig. 3. The red arrows in Fig. 3 indicate the probe potential value required to reach the saturated electron current. Fig. 3a shows that the saturated ion current and voltage values (marked by arrows) increase with the increase of plasma welding current in plasma welding, indicating that the total amount of ions collected by the probe increases accordingly. Fig. 3b-d shows the data of hybrid welding under different laser powers.
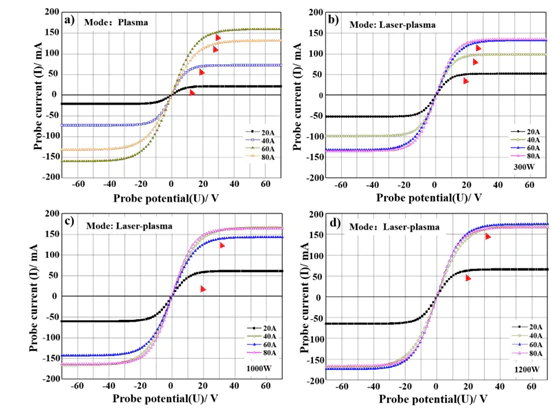
Figure 3 Probe potential-current diagrams under different welding modes (a) Plasma welding (b) Hybrid welding with 300 W laser (c) Hybrid welding with 1000 W.
The electron temperature and ion density diagrams of plasma under different welding modes are shown in Fig. 4. In the process of laser-plasma hybrid welding, the plasma electron temperature and ion density rapidly reach the maximum value, and then the electron temperature decreases while the ion density remains steady, which illustrates that the composite plasma in coaxial laser-plasma hybrid welding can rapidly increase the heat source energy and ionization rate of the hybrid welding.
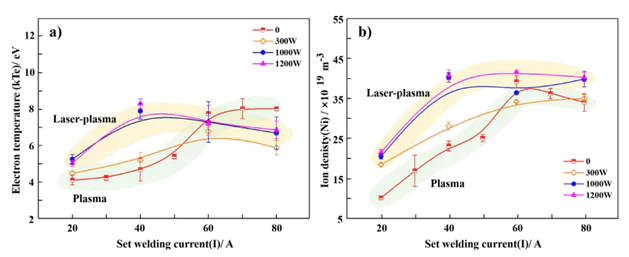
Figure 4 (a) kTe and (b) Ni diagrams under different welding modes.
Physical information of plasma in a novel coaxial mode of laser-plasma arc hybrid welding tool was detected and analyzed by the Langmuir double probes. This work provides an effective method and reference for hybrid welding process design and control in the practical industry.
D.Cai, Z. Luo, S. Han et al. Optics and Lasers in Engineering 167 (2023) 107599 https://doi.org/10.1016/j.optlaseng.2023.107599
To read the full paper click here
To learn more about Impedans Langmuir Probe click here